为了进一步提高商品条码应用质量,充分发挥物品编码作为质量追溯有效手段的作用,全面掌握大型生产企业在使用条码过程中的质量动态,山东省标准化研究院分行业分层次以服务为中心对企业使用情况进行了调查。此次调查重点选取了省内一家大型肉制品深加工生产企业的商品条码印刷品进行抽样检验,共随机抽取100个批次样本,本文将以这些样本的检测结果为数据支撑分析肉制品加工企业的条码应用情况。
本次抽检样本100批次,经检验,符合《GB 12904-2008商品条码 零售商品编码与条码表示》的样本共51批次,不符合标准样品共49批次,合格率为51%。
承印材料结构
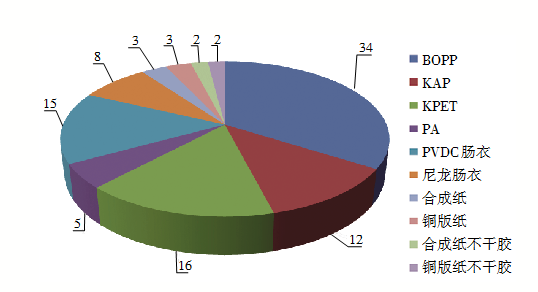
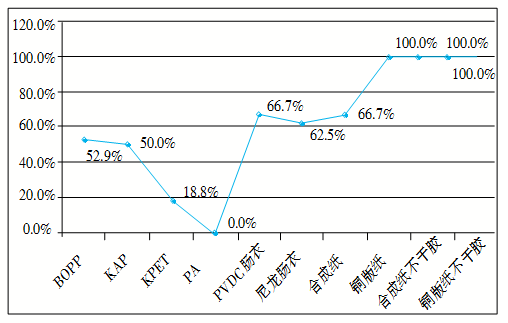
本次抽检的样品根据企业提供的材料说明可将承印材料分为:BOPP、KAP、KPET、PA、PVDC肠衣、尼龙肠衣、合成纸、铜版纸、合成纸不干胶和铜版纸不干胶。从合格率来看,纸质承印材料(合成纸、铜版纸、合成纸不干胶和铜版纸不干胶)合格率最高;PA承印材料的合格率最低,所抽检样品条码全都不合格;其他承印材料的合格率在50%-70%之间上下浮动。具体情况见图1承印材料分布图和图2各承印材料样品合格率分布图。
图1 承印材料批次数量分布图
图2 各承印材料样品合格率分布图
从承印材料分布图和各承印材料样品合格率分布图可以看出,BOPP材质所占比重最大,共34个批次,KPET、PVDC肠衣和KAP材质分别占16批次、15批次和12批次,这与该肉制品生产企业所开发的产品结构有关。其中BOPP材质条码印刷品合格样品18批次,合格率为52.9%,与全样合格率基本一致;KPET材质条码印刷合格品3批次,合格率为18.8%,远低于平均合格率;PVDC肠衣条码印刷合格品10批次,合格率为66.7,稍高于平均水平;KPA材质条码印刷合格品6批次,合格率为50.0%,与平均合格率基本持平。
空白区
商品条码左右侧应留有足够宽度的空白区,空白区的作用是为识读设备指示扫描开始及结束的位置,本次抽检中发现,因空白区宽度不合格造成商品条码不合格的样品共计8批次,占不合格样本数的16.3%,所占的比重相对较大。空白区尺寸不合格的主要原因在于商品条码制版中对相关标准不了解,因此,告知印刷企业在设计生产商品条码时注意留足空白区宽度非常必要。
Z尺寸
标准规定EAN-13商品条码的Z尺寸在0.264-0.660mm之间。在所抽取的样本中,有39批次样品不符合要求,Z尺寸在0.219mm-0.263mm之间,这跟肉制品的尺寸有关,所以建议在包装尺寸较小的肉制品(如火腿肠)包装上印制缩短码,杜绝因印制过小Z尺寸条码造成的条码应用问题。
符号反差
本次所抽取的样品条码所采用颜色搭配全部是黑条白底,所采用的颜色搭配符合标准要求,但仍旧有40个批次样品不符合要求,占全部塑料类样品的44.4%,所占比重较高,跟样品材质具有透光性有很大关系,所以建议企业在此类材质上印制条码时增加底白的厚度以降低透光性,或者用漫反射性材质。
最小边缘反差和调制比
最小边缘反差和调制比主要反映条码符号的印刷均匀程度,在本次抽检的样品中有24批次的调制比、21批次的最小边缘反差不符合要求,主要集中在KPET、BOPP等塑料类材质上。建议企业要求其承印企业减少油墨扩散等造成的反射率不均匀和反差不一致,从而提高条码符号印制品的最小边缘反差和调制比。
缺陷度
缺陷度反映了条码符号单元反射率的不均匀度,缺陷度等级低说明条码符号中存在较为严重的脱墨、污点等质量缺陷。本次抽检的样品中共有9个批次的样品缺陷度不符合要求,主要集中在KPET、KPA等塑料类材质上,可让承印企业通过调整刮刀压力或者退镀版辊来提高条码符号的缺陷度。
可译码度
可译码度反映了条码符号条空尺寸的精确度,可译码度越高,说明条码符号的印刷尺寸与标准尺寸越相近。本次抽检的样品中共有11个批次的样品可译码度不符合要求,建议让承印企业在条码符号印刷前根据适性试验参数制版,将油墨、承印材料等影响条码尺寸的因素充分考虑在内,把条码符号印刷的条宽增加或者减少控制在合理范围之内,减少导致条码符号单元边缘不规则因素。
总的来说,商品条码各项检测参数之间相互联系,在实际应用过程中是通过综合各项参数查找质量问题原因的。以下几点建议可以帮助使用类似材质的企业提高条码印刷质量,降低潜在风险和成本:
•在招标印刷品时,选择具有条码印刷资格证的印刷企业作为投标企业必要资质之一,在一定程度上有条码印刷资质的企业所印制的条码具有更高质量保证。
•让承印企业交付印刷包装时提供检测记录和加盖CMA章的条码检测报告。
•要求承印企业时使用原版胶片或者电子胶片,保证条码印刷的源头——条码设计是符合标准要求的。
•要求包装印刷企业制作印版时,使用条码原版胶片或电子胶片。








 京公网安备 11010102005580号
京公网安备 11010102005580号





